Fundamentos físicos, base normativa, limitações, vantagens e estudos de caso comparativos entre RT e PAUT.
Fundamentos físicos, base normativa, limitações, vantagens e estudos de caso comparativos entre RT e PAUT.
Compartilhar

Resumo: A substituição da Radiografia Industrial (RT) pelo Ultrassom Phased Array (PAUT) deixou de ser apenas uma discussão tecnológica e passou a ocupar espaço concreto em normas, procedimentos e programas de inspeção. Este artigo apresenta, em linguagem técnica e aplicada, os princípios de funcionamento de ambas as técnicas, a base normativa associada, as principais vantagens e limitações operacionais, os requisitos para implementação segura e os critérios para decisão técnica sobre a substituição. Também são discutidos estudos de caso da literatura que evidenciam ganhos em produtividade, segurança e capacidade de detecção de descontinuidades planas, sem perder de vista os cenários em que a radiografia ainda permanece competitiva. O texto foi estruturado para servir como material de referência para inspetores, engenheiros de integridade, fabricantes, auditores e clientes que necessitam fundamentar tecnicamente o uso do PAUT em substituição ao RT.
Na inspeção de juntas soldadas, poucos temas geram tantas discussões quanto a substituição da radiografia por técnicas ultrassônicas avançadas. Historicamente, a Radiografia Industrial consolidou-se como método volumétrico por oferecer uma imagem intuitiva e um registro documental facilmente arquivável. Entretanto, a necessidade de isolamento de área, os riscos inerentes à radiação ionizante, o custo logístico e as limitações para a detecção de descontinuidades planas abriram espaço paratécnicas mais seguras e mais ricas em informação, como o Ultrassom Phased Array.
Do ponto de vista normativo, o tema amadureceu de forma relevante. O escopo da ISO 13588:2019 define a aplicação da tecnologia Phased Array para o ensaio ultrassônico semi-automatizado ou automatizado de juntas soldadas de penetração total em chapas, tubos e vasos, e destaca que a técnica pode ser utilizada para detectar, localizar, dimensionar e caracterizar descontinuidades. No universo ASME, a Section V organiza separadamente os métodos de radiografia e ultrassom aplicados
à inspeção de soldas em seus artigos próprios. No contexto de tanques soldados, a API 650 inclui um anexo normativo específico denominado “Ultrasonic Examination in Lieu of Radiography”, evidenciando que a substituição já faz parte da estrutura formal do código. [1]
A radiografia utiliza radiação ionizante — raios X ou raios gama — para atravessar o material e registrar, em filme ou detector digital, a diferença de atenuação ao longo do volume inspecionado. A imagem resultante é uma projeção bidimensional da absorção ao longo da espessura. Por esse motivo, a técnica costuma apresentar boa resposta para descontinuidades volumétricas, como porosidade dispersa e inclusões de escória, mas pode subestimar descontinuidades planas quando sua orientação não favorece contraste radiográfico suficiente.
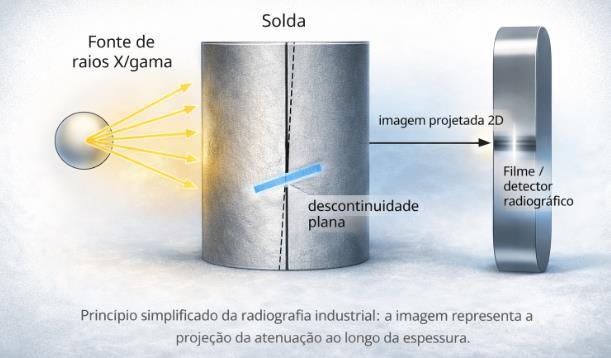
Figura 1 – Princípio simplificado da Radiografia Industrial aplicada à inspeção de soldas.
No PAUT, a sonda possui múltiplos elementos piezoelétricos excitados com atrasos temporais controlados eletronicamente. Esses atrasos — conhecidos como delay laws ou leis focais — permitem alterar ângulo, foco e profundidade do feixe sem a necessidade de movimentação mecânica do transdutor para cada configuração. Na prática, isso possibilita varreduras setoriais, lineares ou combinadas, gerando apresentações do tipo A-scan, S-scan, B-scan e C-scan. O ganho técnico não
está apenas na obtenção de imagens mais sofisticadas, mas na capacidade de localizar a indicação em profundidade, estimar sua altura, comprimento e posição relativa ao eixo da junta.
O resumo oficial da ISO 13588:2019 explicita que a tecnologia Phased Array pode ser utilizada para detectar, localizar, dimensionar e caracterizar descontinuidades, e que o documento estabelece quatro níveis de ensaio associados a diferentes probabilidades de detecção.
Em outras palavras, o PAUT não deve ser entendido como “ultrassom convencional com tela bonita”, mas como um método com filosofia própria de aquisição, cobertura volumétrica e avaliação. [1]
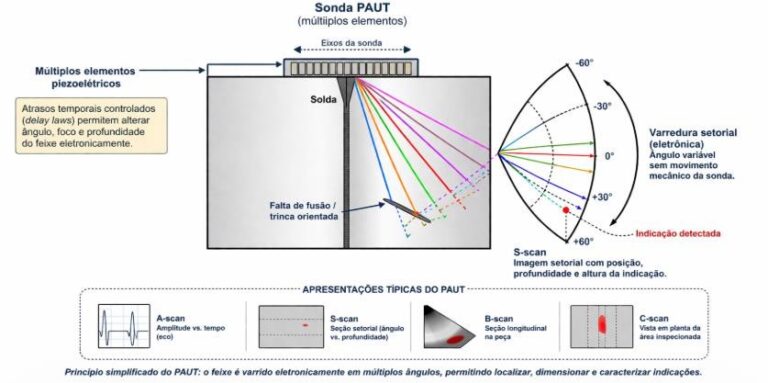
Figura 2 – Princípio simplificado do PAUT com varredura setorial e imagem S-scan.
A substituição do RT pelo PAUT exige suporte formal em códigos, normas e procedimentos escritos.
Sem isso, a decisão torna-se vulnerável em auditorias, contratações e liberações de fabricação.
Um dos erros mais comuns em campo é assumir que basta substituir um pedido de radiografia por umpedido de PAUT. Tecnicamente, a substituição só é robusta quando alguns requisitos são atendidos de forma disciplinada:
|
Elemento
|
Descrição técnica
|
|---|---|
|
Procedimento escrito
|
Deve-se definir a configuração da junta, a faixa de espessuras, o
material, a preparação superficial, o tipo de sonda, a frequência,
o wedge, as leis focais, as faixas angulares, a cobertura da zona
fundida e das zonas termicamente afetadas, os critérios de
aceitação, a rastreabilidade dos arquivos e o formato do
relatório.
|
|
Scan plan
|
Deve-se demonstrar a cobertura efetiva do volume de interesse,
bem como a incidência dos feixes ultrassônicos sobre as
descontinuidades mais prováveis, considerando a espessura, o
tipo de chanfro, o reforço de solda, o coroamento e a geometria
da raiz.
|
|
Calibração e verificações
|
Os parâmetros de verificação e calibração envolvem o uso de
bloco de referência, ajuste de sensibilidade, avaliação da
resolução, controle de amplitude e alcance, ajuste de zero,
verificação de linearidade e estabilidade do sistema.
|
|
Preparação da superfície
|
Deve-se garantir acoplamento adequado e repetibilidade da
varredura. Reforços excessivos, respingos, mordeduras, carepas
e irregularidades superficiais podem comprometer a
confiabilidade da resposta ultrassônica.
|
|
Treinamento e interpretação
|
O desempenho do PAUT está diretamente relacionado à
qualificação do operador, à capacidade de análise e à
consistência do procedimento aplicado. Uma tecnologia superior,
quando empregada sem pessoal devidamente qualificado, pode
resultar em uma falsa sensação de segurança.
|
A substituição não deve ser tratada como dogma. A radiografia permanece competitiva em determinados cenários, especialmente quando há interesse predominante na visualização de porosidade volumétrica dispersa, quando a geometria da junta favorece o acesso radiográfico em detrimento do acoplamento ultrassônico, ou quando o sistema de especificação contratual está integralmente estruturado com base no método radiográfico.
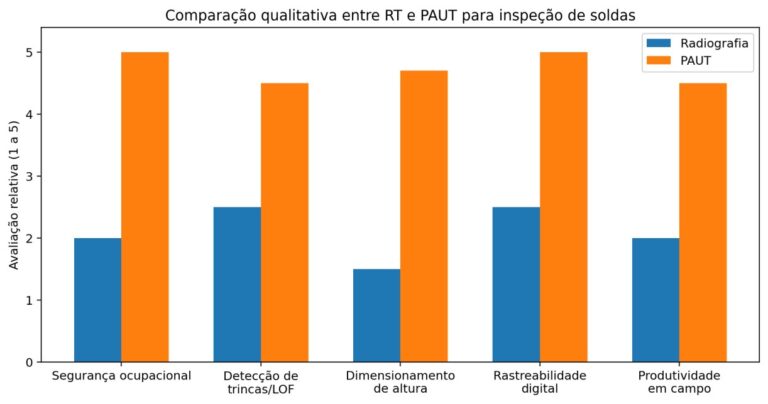
Figura 3 – Comparação qualitativa entre os métodos de radiografia (RT) e PAUT em atributos relevantes para a inspeção de juntas soldadas
Herceg et al. compararam PAUT e radiografia em placas soldadas contendo descontinuidades inseridas artificialmente, com base nos padrões europeus EN ISO 17640 (UT) e EN ISO 17636-1 (RT).
O objetivo foi avaliar, em condição controlada, a capacidade de ambos os métodos de detectar falta de fusão e descontinuidades equivalentes a poros. O interesse desse estudo está em aproximar a comparação da realidade fabril: os defeitos foram posicionados de forma a dificultar a interpretação, inclusive com proximidade entre indicações. Para ambientes de fábrica e montagem, esse resultado reforça que a comparação entre RT e PAUT deve considerar o tipo de defeito esperado, e não apenas a tradição histórica do método. [6]
Alonso et al. analisaram 15 corpos de prova contendo poros, intrusões de escória e trincas, comparando imagens por raios X com reconstruções obtidas por Phased Array. O artigo concluiu que o Phased Array foi significativamente mais eficiente na detecção de falhas e destaca a possibilidade de reconstrução tridimensional do defeito a partir da informação setorial. O ponto técnico mais relevante é que a radiografia fornece essencialmente uma vista projetada, enquanto o PAUT permite correlacionar a indicação com profundidade e orientação, melhorando a discriminação entre descontinuidades superficiais, subsuperficiais e internas. [5]
Em estudo de caso publicado pela Evident, uma solução PAUT foi utilizada para inspecionar e analisar 1.604 soldas de tubos de trocador de calor em oito dias. Segundo a própria publicação, apenas um inspetor operou o sistema, o trabalho foi estimado em cinco vezes mais rápido que o RT e o processo evitou complicações de segurança associadas à inspeção radiográfica. Para a tomada de decisão industrial, esse dado é valioso, pois traduz a comparação para uma linguagem que o cliente percebe imediatamente: produtividade, custo indireto e menor interrupção da operação. [7]
No setor de tanques soldados, o simples fato de a API 650 dedicar um anexo normativo ao “Ultrasonic Examination in Lieu of Radiography” altera significativamente a discussão contratual. Em vez de defender o PAUT apenas como uma opção tecnológica moderna, o engenheiro pode enquadrá-lo como uma alternativa prevista na própria arquitetura do código, desde que os requisitos de procedimento, cobertura e demonstração sejam efetivamente atendidos. Na prática, isso favorece empreendimentos que buscam reduzir áreas interditadas, acelerar liberações e produzir registros digitais auditáveis. [3]
A decisão técnica entre RT e PAUT deve ser baseada em risco, tipo de descontinuidade mais crítica, geometria da junta, espessura, material, acesso, exigência contratual e objetivo da inspeção. Quando a principal preocupação está associada a trincas, falta de fusão, falta de penetração e à necessidade de dimensionamento de altura, o PAUT tende a oferecer informação mais útil. Quando o foco está na documentação radiográfica tradicional, na porosidade volumétrica dispersa ou em especificações antigas ainda não atualizadas, a RT pode continuar sendo o método preferencial.
Assim, a pergunta correta não é “qual método é melhor em qualquer situação?”, mas sim “qual método entrega a informação mais confiável e mais útil para este mecanismo de dano, esta junta e este contexto normativo?”. Sob essa perspectiva, o PAUT avança por aliar segurança, produtividade e melhor caracterização de indicações, desde que seja aplicado com adequada engenharia de procedimento.
A substituição da Radiografia Industrial pelo Ultrassom Phased Array representa uma mudança de paradigma na inspeção de soldas. O movimento não decorre apenas de conveniência operacional, mas de uma combinação de maturidade normativa, capacidade de detecção para defeitos críticos, eliminação do risco radiológico e digitalização do processo de END. A literatura técnica analisada aponta ganhos concretos de produtividade e melhor resposta para descontinuidades planas, enquanto os códigos e normas atuais já estruturam o uso do PAUT de forma formal em diversos contextos.
Isso não elimina a radiografia do portfólio de END, mas altera seu papel. O RT deixa de ser o único método volumétrico “natural” e passa a dividir espaço com uma técnica que, em muitos cenários industriais, entrega mais informação útil para a decisão de integridade. Para fabricantes, montadores, inspetores e clientes, o desafio passa a ser menos ideológico e mais técnico: qualificar pessoas, procedimentos e critérios de aceitação para que a substituição seja realizada com confiabilidade,
rastreabilidade e aderência normativa.
[1] ISO. ISO 13588:2019 – Non-destructive testing of welds – Ultrasonic testing – Use of automated phased array technology. Abstract and bibliographic page consulted in 2026.
[2] ASME. Companion Guide / contents references for ASME Section V showing Article 2 (Radiographic Examination) and Article 4 (Ultrasonic Examination Methods for Welds).
[3] API. API Standard 650, 12th Edition – contents page showing Annex U (normative) ‘Ultrasonic Examination in Lieu of Radiography’.
[4] EVIDENT. Ultrasonic Phased Array in Lieu of Radiography. Application note consulted in 2026.
[5] ALONSO, J. et al. Advanced Comparison of Phased Array and X-rays in the Inspection of Metallic Welding. Materials, 2022. PMCID: PMC9605123.
[6] HERCEG, A. et al. Comparison of Ultrasonic Phased Array and Film Radiography in Detection of Artificially Embedded Defects in Welded Plates. Materials, 2023. PMCID: PMC10180252.
[7] EVIDENT. Case Study: Inspecting Boiler Tube Welds Using the COBRA Ultrasonic Phased Array Solution Instead of Radiography. Consulted in 2026.



AUTOR DO ARTIGO
Claudio Adão é Engenheiro Mecânico, pós-graduado em Engenharia de Soldagem, Engenharia Metalúrgica, Inspeção de Equipamentos e Ensaios Não Destrutivos. Sócio-proprietário da C&C Engenharia de Inspeção, atua como Inspetor de Soldagem N2 qualificado pela FBTS e possui certificações em Ultrassom Convencional, Ultrassom Phased Array, Líquido Penetrante, Partículas Magnéticas e Ensaio de Estanqueidade, todos qualificados pelo sistema ABENDI.
Com mais de 22 anos de experiência em soldagem, integridade de ativos e ensaios não destrutivos, Claudio se destaca pela forte atuação técnica, liderança em projetos industriais de alta criticidade e contribuição contínua para a melhoria da confiabilidade e segurança em processos metalmecânicos.
Inspeção técnica industrial e Ensaios não destrutivos, soldagem, pintura industrial, calibração e NR-13.
© 2026 C&C Engenharia de Inspeções — cecinspecoes.com.br